المصدر : المجلس القومى للمرأة - وحدة المشروعات الصغيرة / تم عمل هذه الدراسات بمساعدة الصندوق الإجتماعى للتنمية .
أولاً : مقدمة
تعتبر صناعة العدد اليدوية من الصناعات الاستثمارية الهامة ، لما لها من احتياج أساسي لكثير من العمليات الصناعية البسيطة ولتأدية كثير من المهام ، ونذكر علي سبيل المثال أعمال التشييد والبناء والأعمال الكهربائية وأعمال النجارة وصيانة السيارات والمعدات وغيرها ولذلك تتعدد الأنماط التصميمية لمجموعات العدد بما يناسب هذه الاحتياجات من وسائل ذات قوة ومتانة مناسبة ودقة لتأدية المتطلب منها ، ومن المستحيل لوحدة إنتاجية صغيرة تصنيع كل هذه المجموعات . ولذلك فسوف يتجه المشروع إلي إنتاج النوعيات ذات المتطلب العالي والتي تحتاج إلي خطوط إنتاج متشابهة من حيث المعدات والتشغيل . ثانيا : مدى الحاجة إلي إقامة المشروع
الهدف
يهدف هذا المشروع إلي إنتاج بعض النوعيات من العدد اليدوية البسيطة الأداء والتي تستخدم لتأدية العديد من المهام المختلفة . والإنتاج المقترح يواكب أعلي مستويات الجودة من حيث المتانة الدقة في الأبعاد وفي حدود التكلفة الاقتصادية . أهمية المشروع
يعتبر الطلب علي منتج المشروع عاليا جدا وضروريا لتأدية العديد من المهام في كثير من الحرف الصناعية الهامة كما يساهم في منافسة المنتج الأجنبي الذي يسيطر علي السوق المحلي .. بالإضافة إلي تقديم رؤية جديدة لمشاريع الشباب في اتجاه المشروعات الاستثمارية والحصول علي التميز السلعي من خلال التفوق علي المنتجات المثيلة من خلال اختيار نوعية الخامات المقترحة ومستويات التشطيب والمعالجة الكيميائية والحرارية ، ومطابقة المنتج للمواصفات الفنية المخططة والواردة في برنامج التصميم . ثالثا : الخامات
يستخدم المشروع عادة الخامات المعدنية خاصة الحديدية بالإضافة إلي بعض خامات البلاستيك المقوي أو العازل للكهرباء ومن هذه الخامات ما يلي :-
ألواح صاج أسود ( أبعاد قياسية 1000×2000×1.5مم) .
قطاعات صلب مضلعة ( أقطار 10 ،15 ،20 مم) .
ألومنيوم (قوالب "تماسيح") .
إكسسوار برشام (مقاسات مختلفة ) .
أكسيد زنك (للمعالجة الكيماوية) .
صودا كاوية (للمعالجة الكيماوية) .
سيانور (للمعالجة الكيماوية ) .
جوماطة (للتلميع "تشغيل لدي الغير .. أجزاء الكماشة ") .
وسائل تعبئة وتغليف .
رابعا : المنتجات
تهدف دراسة هذا المشروع إلي إنتاج نوعيات مختلفة من العدد اليدوية وهي :
كماشة (أشكال مختلفة ) .
ذرادية (أشكال مختلفة ) .
فرجار تقسيم .
أجنة – شوكة خدش – زنبة علام .
زاوية قائمة .
منشار يدوي قابل للضبط (منشار حدادي) .
منشار للمنحنيات .
منشار زخارف (أركت) .
منشار تلسين (سراق) .
مفك متنوع الشكل والحجم .
معدات بناء وتكسية معمارية .
معدات قطع زجاج وقيشاني .
وقد تم اختيار المنتجات الآتية كمنتجات تنفيذية في المرحلة الحالية للمشروع :
أجنة تشكيل وقطع .
فرجار .
زاوية قائمة للضبط .
كماشة .
خامسا : العناصر الفنية للمشروع
(1) مراحل التصنيع
العمليات الإنتاجية في هذا المشروع متنوعة من حيث الاتجاه والتقنية المستخدمة ولذلك سوف نتجه إلي شرح مراحل التصنيع من خلال خطوات الإنتاج المقترحة في المنتجات المختلفة مع الرسومات التنفيذية والمعدات المستخدمة . أ – مراحل إنتاج أجنة : نموذج رقم (1)
(1) قطع القطاعات يتم قطع القطاعات المضلعة حسب الأبعاد المقترحة بالتصميم باستخدام منشار ترددي وفي هذه العملية يتم استخدام سوائل تبريد عبارة عن مستحلب من الزيت والماء علي أن يزود الجهاز بوسائل ترجيع السائل كما يزود بمرشدات تشغيل لضبط الأبعاد وهذا يزيد من جودة المنتج ودقة الأبعاد . (2) تشكيل الحواف (الحد القاطع ) يتم تشكيل الحواف بالطرق في قوالب مفتوحة علي أن تزود بوسائل تثبيت للأجنة أثناء التشكيل . (3) تشكيل الأطراف يتم خرط طرف الأجنة العلوي باستخدام مخرطة ميكانيكية حسب الشكل المقترح بالتصميم. (4) التشطيب السطحي يتم تجليخ السطح المشطوف (الحد القاطع) علي حجر تجليخ مثبت به مرشدات تثبيت وتشغيل لضمان دقة التشطيب السطحي . (5) مرحلة التقسية يتم تسخين أطراف الأجنة علي الكور ثم التبريد الفجائي في الهواء أو السوائل (الماء – الزيت ). (6) التلميع السطحي يتم تنظيف السطح وتلميعه علي ماكينة التلميع . (7) التعبئة والتغليف يتم تعبئة المنتج علي هيئة أطقم مختلفة الأشكال موحدة المقاسات داخل حافظة بلاستيك . الرسم التخطيطي لمراحل إنتاج أجنة القطع والتشكيل
ب – مراحل إنتاج فرجار الكروي نموذج رقم (2)
(1) مرحلة التشكيل
قطع الشرائح : تقطع الألواح مقاس 2000×1000×1.5مم إلي شرائح بعرض 125مم .
قطع الإفراد : يتم قطع الإفراد من خلال الشرائح باستخدام اسطمبة قطع بسيطة مركبة علي مكبس غير مركزي .
تشكيل جناح الفرجار : يتم استكمال جناح الفرجار إلي الشكل النهائي باستخدام وسيلة حني يدوية مثبتة علي التزجه .
ثقب الجناح : يتم ثقب طرف الفرجار بواسطة بنطة مركبة علي مثقاب شجرة بمقاس 4مم .
(2)مرحلة المعالجة والتقسية يتم تقسية أطراف الفرجار ثم تلمع علي فرشة التلميع والتنظيف ثم تجلفن بالتغطيس . (3) مرحلة التجميع يتم تجميع جزئي الفرجار بواسطة مسمار برشام باستخدام ماكينة البرشام . (4) التعبئة والتغليف يتم تعبئة الفرجار داخل حافظة شفافة من البلاستيك . الرسم التخطيطي لمراحل إنتاج فرجار كروي
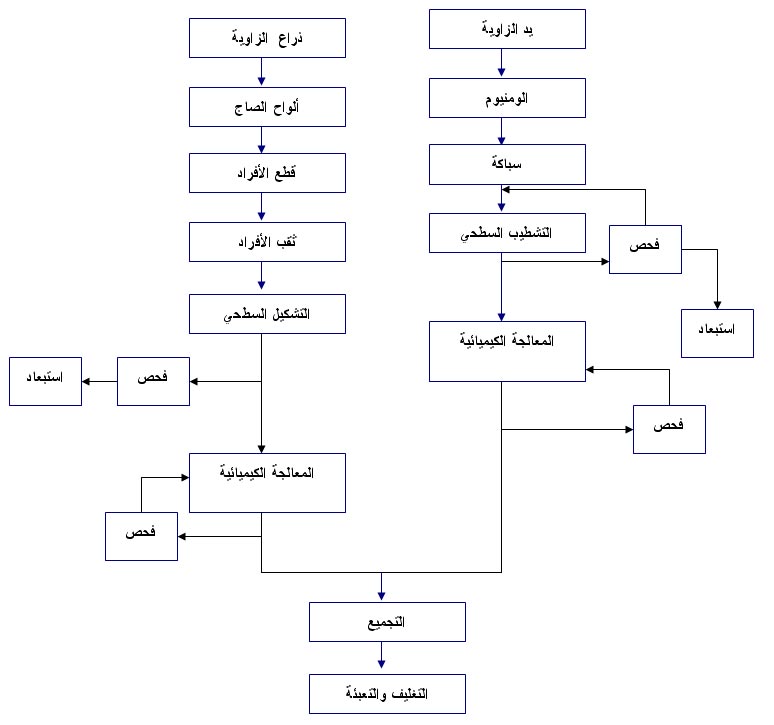
ج – مراحل إنتاج زاوية قائمة نموذج رقم (3)
مرحلة إنتاج الجزء رقم (1)
قطع لوح صاج بأبعاد 1000×2000×1.5مم علي مقص إكسنترك للحصول علي إفراد بأبعاد 200×40×1.5مم .
ثقب الإفراد باستخدام إسطمبة قطع مزودة بمرشدات تشغيل .
تشكيل سطحي : يتم تشكيل السطح (التدريج) باستخدام اسطمبة سلك عليها بصمة التدريج .
التشطيب السطحي : ويتم باستخدام فرشة التلميع والمعالجة الكيميائية (الجلفنة) .
مرحلة إنتاج الجزء رقم (2)
يتم تشكيل يد الزاوية باستخدام أسلوب السباكة بالقوالب المعدنية ليصب فيه المعدن بصفة دائمة دون الحاجة إلي تغيير في كل حالة وتمتاز هذه الطريقة بتجانس المعدن وكثافة وجودة المسبوك – و إمكان الوصول إلي تخانات صغيرة نسبيا كما هو الحال في النموذج المقترح .
ثقب اليد باستخدام مثقاب الشجرة مع استعمال بنطة مقاس 4مم .
تنظيف سطح المسبوك باستخدام فرشة التلميع والتجليخ للأطراف ثم التنظيف بإستخدام الصودا الكاوية المخفضة بنسبة 7:1 .
مرحلة التجميع والتغليف يتم التجميع لجزئي المنتج عن طريق تطابق الثقوب بين اليد والذراع ثم البرشمة وتتم المناولة يدويا ثم التغليف عن طريق حافظة بلاستيك شفافة .
رسم تخطيطي لمراحل إنتاج الزاوية القائمة
د – مراحل إنتاج الكماشة نموذج رقم (4)
(1) مرحلة تشكيل السباكة بالرمل (التشكيل لدي الغير ) مع استخدام معدن الزهر الرمادي .
(2) مرحلة التشكيل السطحي وتتم هذه المرحلة باستخدام مكبس غير مركزي مع استخدام اسطمبة بسيطة لعمل تجانس للبلورات السطحية الناتجة من السباكة بالرمل .
(3) مرحلة تجليخ الأطراف والثقب تتم هذه المرحلة مع الدقة في تطابق الجزئين باستخدام مرشدات تشغيل لتحقيق النمطية المطلوبة .
(4) مرحلة التقسية السطحية تتم برفع درجة حرارة الأطراف ثم التبريد الفجائي في السوائل أو الهواء البارد باستخدام الكور أو الأفران .
(5) مرحلة التنظيف السطحي والمعالجة الكيميائية وذلك للحصول علي سطح ذات جودة مرتفعة .
(6) مرحلة التجميع بين الجزئين ويتم ذلك عن طريق التطابق بين الجزئين ثم إجراء عمليات البرشمة عن طريق المناولة اليدوية علي أن يكون طول البرشام مناسب للحصول علي تماثل شكلي في الاتجاهين .
(7) مرحلة تعبئة المنتج ويتم تعبئة المنتج داخل حافظة من البلاستيك الشفاف .
الرسم التوضيحي لمراحل إنتاج نموذج الكماشة
(2) المساحة والموقع :
يلزم لهذا المشروع مساحة قدرها 150م2 ذات ارتفاع لا يقل عن 5م علي أن تجهز بقواعد خرسانية لتثبيت المعدات . (3) المستلزمات الخدمية المطلوبة :
يحتاج المشروع إلي مصدر كهربائي 380 فولت بقدرة 18.5ك.وات = 25حصان بتكلفة شهرية 925 جنيه . (4) الآلات والمعدات والتجهيزات :
يتميز الإنتاج بالتنوع وعلي دفعات محددة وقد قسمت الوحدة المقترحة حسب تخصص الأداء للمعدات ذات الطبيعة العامة حيث تتبع مسارات انسيابية في اتجاه واحد علي قدر الإمكان وذلك بتقليل كمية الضوضاء وحركة الآلات . كما أن هناك خطوط إنتاج منعزلة عن مسار القوي المحركة لطبيعتها الخاصة كالمعالجة الحرارية والكيميائية وعمليات السباكة بالقوالب المعدنية . والجدول التالي يوضح المواصفات الفنية للمعدات :
تتعدد بالمشروع نظم التعبئة والتغليف حيث تتعدد المنتجات في الشكل والأبعاد وهي بوجه عام كالتالي : (1) منتجات الأجن يضم مجموعة عدد 6 مختلفة الأشكال داخل جراب من البلاستيك وللتوزيع يتم وضع عدد 6 دسته في صندوق من الكرتون المضلع . (2) الفرجار توضع داخل حافظة بلاستيك شفاف ثم توضع في علب ذات حيز يضم 12 فرجار . (3) الزاوية القائمة توضع داخل حافظة بلاستيك ثم ترتب داخل عدد 12 وحدة داخل العلبة . (4) الكماشة توضع داخل حافظة بلاستيك موائمة للشكل المقترح ثم يتم ترتيب عدد 12 كماشة داخل علبة مناسب لها . (10) عناصر الجودة :
تنحصر عناصر الجودة في الآتي :
يفضل استخدام أبعاد قياسية مرتبطة بنظم التوحيد القياسي للأدوات بما يحقق التجانس مع الأدوات المنتشرة في السوق العالمي .
يفضل إيجاد حالة الموائمة بين شكل الأدوات والسلوك الاستخدامي للمستهلك وقياس جسم الإنسان .
الاهتمام بالتشطيب ومستويات الدقة في الأبعاد والمتانة لأنها تعتبر المحاور الأساسية في إنتاج العدد اليدوية .
ضرورة الاهتمام بمستويات التقسية السطحية لأطراف العدد بما يتناسب مع حالة الاستخدام .
(11) التسويق :
يعتبر الطلب علي العدد اليدوية كبير لتعدد الأعمال والمهام التي تقوم بها ولما لها من احتياج أساسي لكثير من العمليات الصناعية البسيطة . ولزيادة القدرة التنافسية لهذه المنتجات يجب مراعاة مايلي :
جودة المنتج ( المتانة – الدقة في الأبعاد- المطابقة للمواصفات العالمية – الجودة في التشطيب السطحي- عدم الصدأ – سهولة الاستخدام – المرونة في الحركة المفصلية) .
رخص الأسعار .
الابتكار في التصميمات .
سهولة الاستعمال .
ويمكن أن يتم التسويق لهذه المنتجات باستخدام أحد الأساليب الآتية
التسويق عن طريق مندوبي المبيعات .
الدخول في المعارض الداخلية والخارجية .
البحث عن أسواق جديدة لمنافسة المنتج المستورد .
الإعلان في الصحف والمجلات المتخصصة .
توزيع نشرات ومطبوعات في المصانع والورش وشركات التشييد والبناء .
وذلك من خلال قنوات التسويق الآتية :
متاجر القطاع الخاص للحدايد والبويات .
متاجر العدد والآلات .
المعارض المتخصصة .
المشروع ذاته .
(12) الاشتراطات الصحية والبيئية :
الشروط العامة :
توفير مصادر التهوية الطبيعية اللازمة .
توفير وسائل إطفاء الحريق اللازمة .
توفير مصدر دائم للمياه من الشبكة العامة للمياه .
تواجد شبكة عامة للصرف الصحي / الصناعي .
الشروط الخاصة :
توفير نظام تهوية وسحب آلي لخفض تركيزات الإنبعاثات والحفاظ علي درجة الحرارة .
التخلص الآمن من المخلفات السائلة بعد معالجتها .
تجميع المخلفات المعدنية للتخلص الآمن منها (البيع) .
استخدام القفازات والكمامات والنظارات الواقية وسدادات الأذن .
ملحوظة :
المشروع مصنف ضمن مشروعات القائمة السوداء (ج) .
يتم تقييم الأثر البيئي للمشروع طبقا لنموذج التصنيف البيئي (ج) ومتطلبات قانون البيئة